Perceptron Receives New Order to Support Upcoming Electric Vehicle Launch
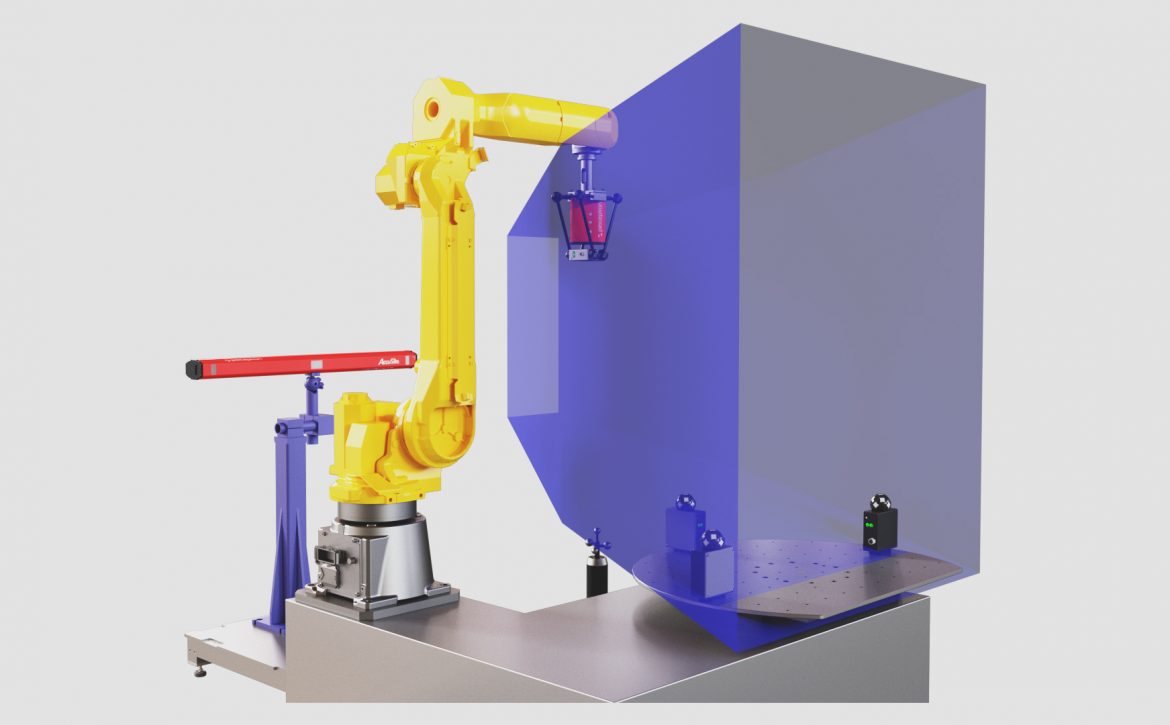
Perceptron Receives New Order to Support Upcoming Electric Vehicle Launch EV Battery Expertise, Best-In-Class Metrology Solutions and Local Technical Support Results in New Customer Win PLYMOUTH, Mich., July 14, 2020 — Perceptron, Inc. (NASDAQ:PRCP), a leading global provider of 3D automated in-line measurement solutions and coordinate measuring machines, today announced that a global, Tier-1 automotive supplier has selected Perceptron’s in-line measurement technology to measure the battery frame, compartment, and lid for an upcoming new electric vehicle launch. John Kearney, Vice President and EMEA Managing Director at Perceptron, commented, “This order is significant for our business, as it represents the first major order with this particular Tier-1 supplier, a company with more than 100 facilities worldwide. During the fiscal fourth quarter, we have begun to experience a surge of interest from other key suppliers, as automotive OEMs seek to reduce costs and improve operating efficiency on their production lines.” “In recent years, Perceptron has successfully installed battery applications on every major continent using our automated metrology and robot guidance solutions,” continued Kearney. “Our battery expertise, factory floor-proven AccuSite and Helix technology, common user interface, together with our local customer support, all contributed to this important new customer win.” This project is currently in the design phase. Perceptron expects the in-line measurement units to be installed at the customer’s plant during August 2020. About Perceptron Safe Harbor Statement Contact:
Perceptron (NASDAQ:PRCP) develops, produces and sells a comprehensive range of automated industrial metrology products and solutions to manufacturing organizations for dimensional gauging, dimensional inspection and 3D scanning. Products include 3D machine vision solutions, robot guidance, coordinate measuring machines, laser scanning and advanced analysis software. Global automotive, aerospace and other manufacturing companies rely on Perceptron’s metrology solutions to assist in managing their complex manufacturing processes to improve quality, shorten product launch times and reduce costs. Headquartered in Plymouth, Michigan, USA, Perceptron has subsidiary operations in Brazil, China, Czech Republic, France, Germany, India, Italy, Japan, Slovakia, Spain and the United Kingdom. For more information, please visit www.perceptron.com.
Certain statements in this press release may be “forward-looking statements” within the meaning of the Securities Exchange Act of 1934, including the Company’s expectation relating to the ability to successfully develop, introduce and sell new products and expand into new customers and markets. When we use words such as “target,” “will,” “should,” “could,” “believes,” “expects,” “anticipates,” “estimates,” “prospects,” “outlook,” “guidance” or similar expressions, we are making forward-looking statements. We claim the protection of the safe harbor for forward-looking statements contained in the Private Securities Litigation Reform Act of 1995 for all of our forward-looking statements. While we believe that our forward- looking statements are reasonable, you should not place undue reliance on any such forward-looking statements, which speak only as of the date made. Because these forward-looking statements are based on estimates and assumptions that are subject to significant business, economic and competitive uncertainties, many of which are beyond our control or are subject to change, actual results could be materially different. Factors that might cause such a difference include, without limitation, the risks and uncertainties discussed from time to time in our periodic reports filed with the Securities and Exchange Commission, including those listed in “Item 1A – Risk Factors” of our Annual Report on Form 10-K for fiscal 2019 and of our Quarterly Report on Form 10-Q for the quarterly period ended March 31, 2020. Except as required by applicable law, we do not undertake, and expressly disclaim, any obligation to publicly update or alter our statements whether as a result of new information, events or circumstances occurring after the date of this report or otherwise.
Investor Relations
investors@perceptron.com